粗枝大葉篇
事先申明:我的選型方法屬於簡單實用(yòng),但不精準。精準需要具體問題具體分析,經過計算才能給出結果。
電機粗淺地分為兩大類,動力電機和控製電機。
動力(lì)電機,以動力轉(zhuǎn)換為目(mù)的,例如普通的交(jiāo)流異步(bù)電(diàn)機,把電能轉換為機械能,一般采(cǎi)用簡單(dān)的電氣電路就可以控(kòng)製(zhì)啟動和停止。
控製電機,除了承擔能量(liàng)和動力轉換(huàn)外,更重要(yào)的是準確地(dì)控(kòng)製速度和精度,它必須配套使用驅動器或者放大(dà)器,通過控製信號(脈衝(chōng)、模擬量電壓(yā)、總線數據)進行控製和調節,例如步(bù)進電機和伺服電(diàn)機。控製電(diàn)機是(shì)自動化控製的核心元件,尤其伺服電機(jī)和(hé)步進電機是3C行業廣泛大量使用的產品,如果(guǒ)不聊伺(sì)服電(diàn)機,同(tóng)行(háng)工程師之間都不好意思打招呼。
動(dòng)力電機 控製電機
什(shí)麽是選型?選型就是選擇且確定產品的型號。我們常常說的方(fāng)案是在產品選型基礎上,對產品性能(néng)充分掌握後(hòu),把眾多產品(pǐn)進行有機(jī)的組合,進而完成一個(gè)具有多個技術指標要求的完整項目。所以方案屬於(yú)宏觀——整(zhěng)體,選型屬於微觀——細節。
控製(zhì)電機選型分為三步,功(gōng)率、速(sù)度、精度。
功率/力矩(兩者相通)
首先必須保證電機帶得動負載,如果帶不動,一切都為零(líng)。電機功率與電機的尺寸大(dà)小是正比(bǐ)關係——胖子力大,看日本相撲(pū)運動員即(jí)知。大(dà)功率電機必然對應大尺寸(cùn)和大體積(jī)。如果電機體(tǐ)積小,功率(lǜ)指標卻很大,則一(yī)定有某些使用方麵的限製,例如溫升。
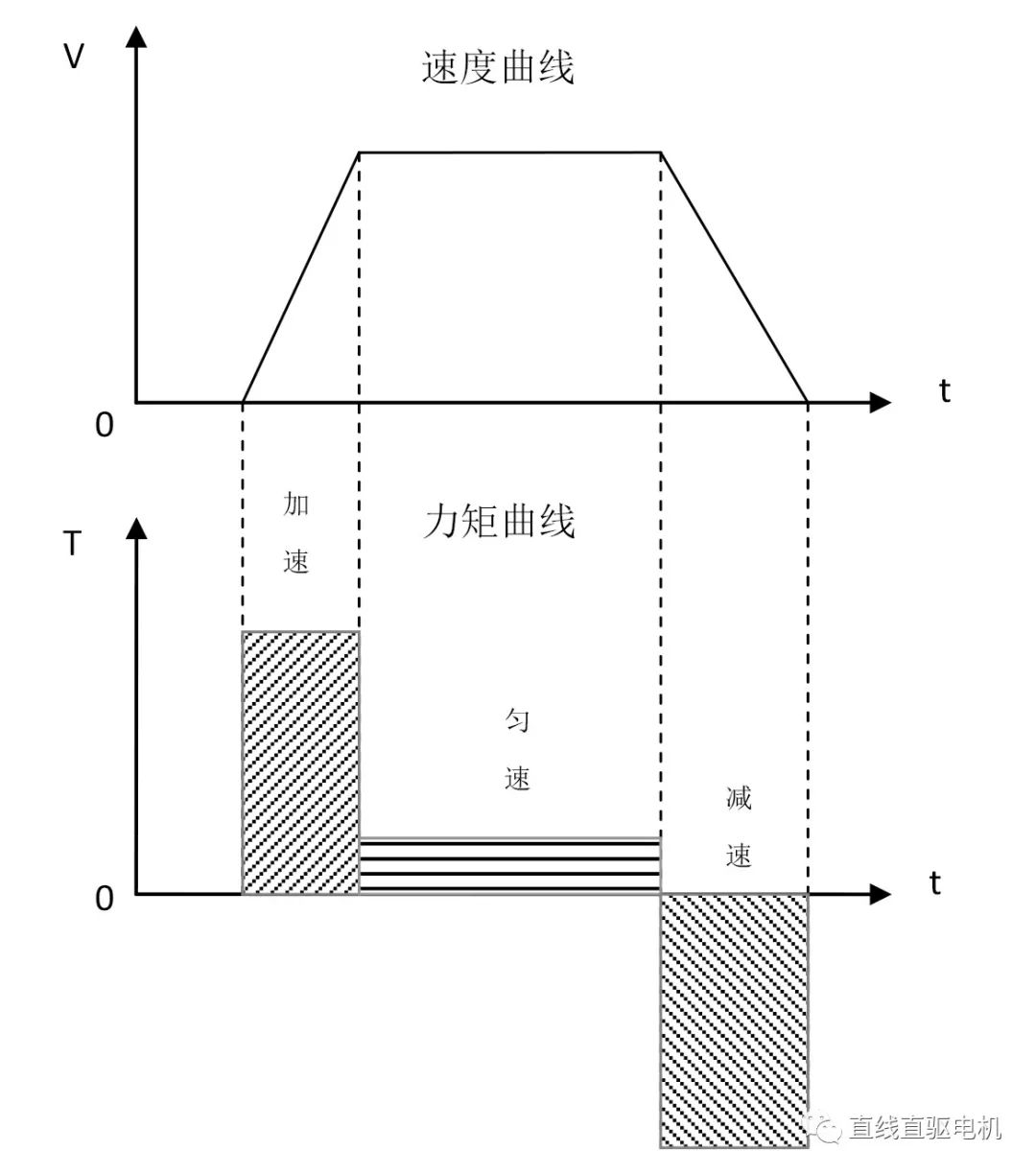
功率必須保(bǎo)證有一定餘量,既要滿足勻速運行階段也要滿足(zú)加減速階段。加減速階段要比勻速階段的(de)力矩大(dà)幾倍,以保證提供足夠的(de)力矩產生加速度。勻速運(yùn)行時,盡管電機的速度可(kě)以很高,但是由於隻需要(yào)維持勻速運動,所需力矩往往非常小。
誤區:認為電機(jī)加速和減速所需要的時間相等。真實情況是減速耗(hào)時總是比加速耗時長,原因很好理解,運動的能量(liàng)隻能由驅動器完全消耗完,電機才能徹底停下來。
直線運動場合:功率=力(lì)×速度(單位:W=N×m/s)
旋轉運動場合:功率=力矩×轉速÷10(單位:W=N.m×rpm)
產品樣機階段務必多(duō)預留一些功率的餘量。功率小了,設計時電機安(ān)裝尺寸就小(xiǎo),如(rú)果需要更換大功率電機時,由於安裝空間(jiān)不夠,導(dǎo)致無法安裝,有時候機械的強度也不夠。從成本角度看,選大功率電機額外增加(jiā)的成本總(zǒng)是比較小的。
速度
速度分為工藝(yì)速(sù)度和(hé)電機速度,兩者之(zhī)間有一一對應關係,且(qiě)匹配必須合適。
工藝速度往往(wǎng)是如下表述:每分鍾多少米放料速度(dù);8秒鍾一個生產周期;1小時生產36000瓶啤酒等等。
電機速度分為(wéi)靜態精度和動態精度(後續再詳講)
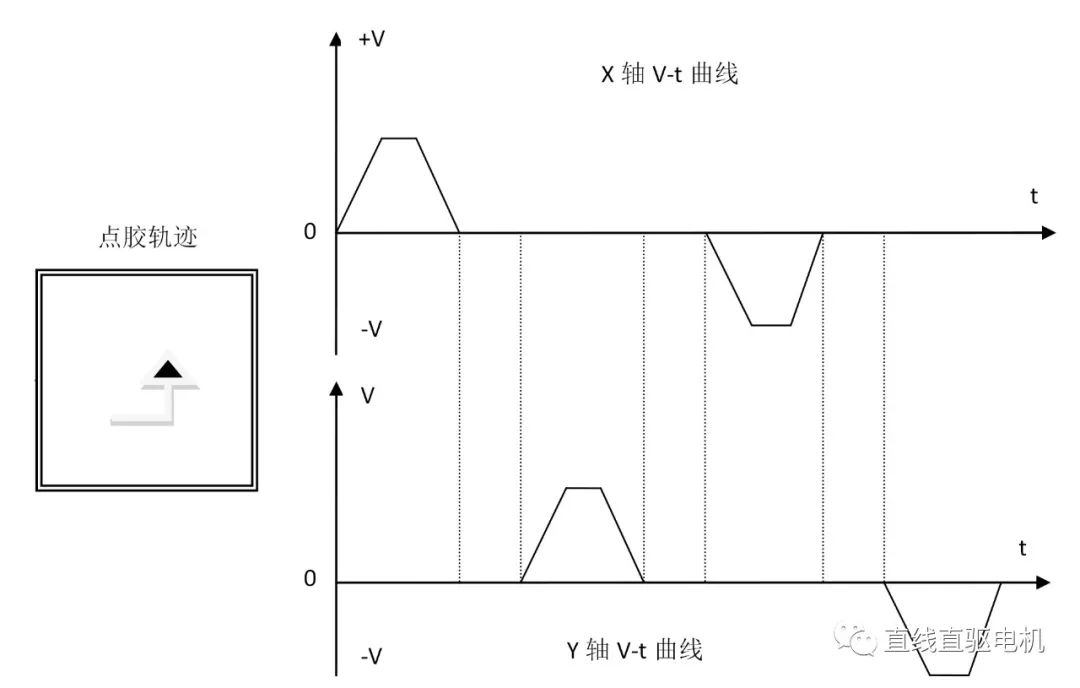
以點膠機為例,完成正方(fāng)形的點膠(jiāo),它的邊長100mm,機械結構X-Y平台,電機+絲杆,絲杆螺距20mm。工(gōng)藝速度是要求4秒鍾完成點膠。
4段邊長,每(měi)段邊長之間需要0.1s的暫停時間,則實際用於點膠的時間:4-0.1×4=3.6s;每段邊用(yòng)於點膠的時間:3.6÷4=0.9s
點膠平均線速度:0.1÷0.9=0.11m/s
電機轉速:0.11÷0.02=5.5rps=333rpm
關於速度,由於國情和(hé)客(kè)戶的瘋狂追求,肯定要求最快,甚(shèn)至要求天馬行空的速(sù)度。針對此,一定要先了解行業已有的速度(dù),以這個速(sù)度為基準,凡是超(chāo)出(chū)這個基(jī)準很多的指標就不具有可行性(xìng),屬於一廂情願的自以為是。因為行業(yè)現行速度總是由工藝、材(cái)料、整個設備的機械設計共同決定了,強行提高某一(yī)個技術指標,往往其它方麵就會拖後腿。例如速度提高(gāo)了,整個設備運行時產生巨(jù)大的震動和噪音,設備運行的壽命也縮短了。
舉(jǔ)例(lì)說明行業已有(yǒu)的速度:印刷速(sù)度範圍是60~100m/min,機床空回速度1m/s,3C行業加工速(sù)度是以秒作為計時基準。
精度(dù) 精度分為工藝精度和(hé)電機精度,兩者之間有一一對(duì)應關係,且匹配必須合適。 工藝精(jīng)度往往是如下表述:切割精(jīng)度是多少?軌跡精(jīng)度是(shì)多少?同步精度是多少? 電機精度分(fèn)為靜態(tài)精度和動態精度(dù)(後續再詳(xiáng)講)。 盲目的追求更高精(jīng)度是不智的,花錢(qián)無數,收(shōu)益卻很少,甚至(zhì)適得其反。有時候精度似乎提高的不多,實現起來成(chéng)本卻很高,有時候(hòu)是(shì)不可承受的成本,甚至(zhì)原有整個方案都需(xū)要推倒重來(lái)。 以多色印刷為例,套印精度±0.05mm,通過機械換算(suàn),可以算出0.05mm對應的電機精度——電機(jī)編碼器的精度,即電機(jī)旋(xuán)轉一圈對應編碼器的線數。 關於速度和精度,兩者一定是矛盾(dùn)的,速度快了精度就差,速度慢了精度就高,因此需要兼顧考慮成本/性能(投入/產出),找到兩者的最佳平衡點。解決速度和精度之間的矛盾時,我們寧可犧牲速度,也要保(bǎo)證精度,速度不夠(gòu)導致的生產效率低下,可(kě)以(yǐ)采用多購置設備來(lái)解決。 選型除了理(lǐ)論分析和計算,更為重要的是必須積累(lèi)大量(liàng)的現場實際數據(jù),融合貫通永遠不能離開實(shí)際應用。活生生的現場比抽象的數據令人印象深刻,一次街(jiē)頭打架比武館練拳(quán)三年(nián)更能行走江湖!
Feel free to contact us for expert help
產品谘詢
技(jì)術(shù)服務
(微(wēi)信同號,添加(jiā)了解產品)
郵箱

掃碼關注公眾號
產品谘詢:18091988026
技術服務:15816867036
(微信同(tóng)號,添加了解產(chǎn)品)
郵箱:3066591851@qq.com
地址:深圳市寶安區航城街道三圍社區錦文科創園1棟B座一樓、二樓